从汽车轻量化趋势看JFE高强度钢研发进展
2020.08.03 中国钢铁新闻网
刘成
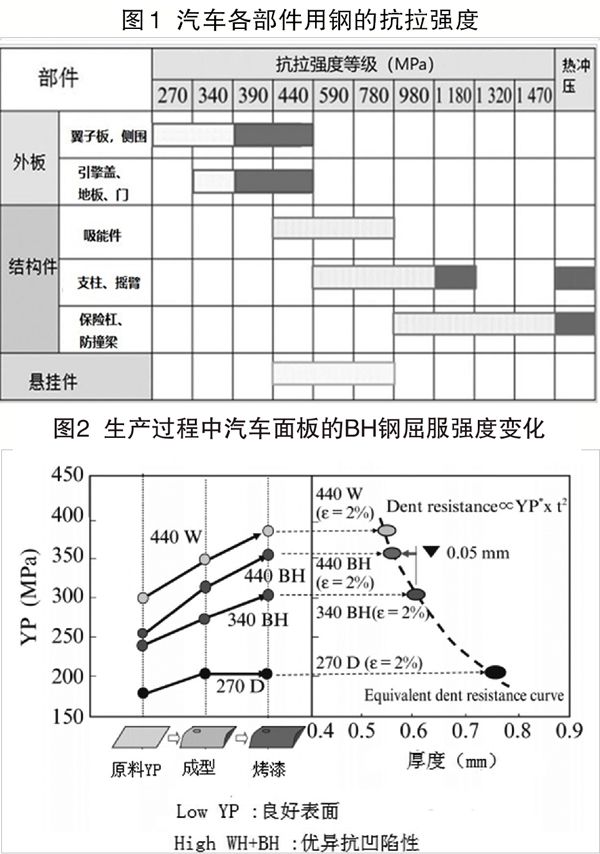
为满足人们日益增长的美好生活需要,燃油效率和排放相关法规要求日趋严格,而汽车的二氧化碳排放量与其重量成正比,因此,减轻汽车重量成为实现碳减排的一大关键。即使是对相对绿色环保的电动汽车来说,由于需要安装100千克~200千克重的电池,推动车身轻量化,也有助于其进一步提高燃油效率,延长续航里程。由于汽车60%以上的重量是钢制零件的重量,推广使用高强度钢可以有效减轻汽车重量。近10年来,抗拉强度超过980兆帕级的高强度钢应用不断取得突破,本文将以日本JFE钢铁为例,介绍汽车轻量化、高强度钢的研发进展。 不同年份和用途的汽车用钢强度变化 图1展示了汽车部件用钢的抗拉强度。图1中的灰色区域表示2007年汽车部件用钢的抗拉强度,深色区域表示近10年汽车部件用钢的抗拉强度。此前汽车外板多使用抗拉强度为340兆帕的钢板,但目前已呈现出使用440兆帕级钢板的倾向。由于在汽车外板制造中使用的440兆帕级钢板厚度仅为0.6毫米,如何保持足够的刚度和抗凹陷性能是一大关键。 目前汽车吸能部件多使用有良好加工硬化性能的440兆帕级~780兆帕级钢板,后期将倾向于采用抗拉强度超过780兆帕的高强度钢板。 对于保护车厢内乘客的支柱、摇臂和其他部件来说,目前多使用590兆帕级~1180兆帕级的高强度钢板。这样的话,即使是在较大的碰撞载荷下,也能有效防止变形。另外,目前通过热冲压成型工艺生产的高强度汽车部件数量也在增加。热冲压成型工艺通过将钢板加热到950摄氏度左右并用模具进行淬火来获得热冲压成型高强钢。汽车保险杠和防撞梁早期使用高强度钢板,现已开始使用热冲压成型高强钢。 与冷冲压成型工艺相比,热冲压成型工艺具有明显优势,不仅可以得到超高强度的汽车部件,而且成型性相对较好,部件表面硬度、抗凹性和刚度好。不过,热冲压成型工艺也存在一些缺点,比如,生产节奏相对较慢、制造成本较高、受形状限制等。电阻点焊过程中的液态金属所致脆化(LME)、延迟断裂和模具寿命较短是这两种工艺共同存在的问题。 JFE汽车用高强度钢的轻量化和高韧性 多年来,JFE钢铁积极推进各种高强度钢板的技术开发、优化和应用。本文将对JFE钢铁开发出的汽车面板用高强度冷轧钢和镀锌钢(440BH)、结构件用冷轧钢板和可改善成型性的表面处理技术进行介绍。 汽车面板用高强度冷轧钢和镀锌钢(440BH) 图2显示了用于汽车面板的BH(烘烤硬化)钢在生产过程中屈服强度的变化。这些钢板因冲压成型而表现出加工硬化,同时由于涂料烘烤的热量而时效硬化。在压制成型中,可通过降低屈服强度获得优异的表面质量。与常规340BH和普通440W钢板相比,440BH的屈服强度低于440W,与340BH大致相同;经烘烤处理后的440BH屈服强度高于340BH,接近440W。考虑到抗凹陷性与厚度的1/2次方成正比,使用440BH钢代替340BH钢,可使厚度减小0.05毫米。440BH钢的低屈服强度归因于铁素体基体中的马氏体含量少。 然而,使用高强度钢并不一定能提高刚度,因为刚度仅由板厚和杨氏模量(描述固体材料抵抗形变能力的物理量)决定。因此,JFE钢铁开发出一种提高面板刚度的新技术,具备了轻量化高性能面板零件生产能力。 结构件用冷轧钢板 为防止钢板出现面内开裂和剪切边开裂的情况,汽车结构件必须具有较高的成型性。高强度钢板的这些性能可以用延伸率和扩孔率来表示。延伸率(EL)是当钢板以凸起形状(称为拉伸成型或凸起成型)成型时的可成型性指标。扩孔率(λ)是钢板剪切边成型性的一个指标,表示为在冲孔时扩孔到钢板边缘产生裂纹时的孔径增加量。对于这两个指标来说,数值越高表示成型性越高。 JFE钢铁通过精细的微观结构控制开发出了高成型性钢板,形成了名为JEFORMATM的产品阵容。其中,1型产品具有比普通钢板更高的延伸率(EL)和出色的拉伸成型性(深冲)。2型产品比1型产品具有更高的扩孔率(λ)和出色的拉伸凸缘性。3型产品比1型产品具有更高的延伸率,并可进行更深的拉伸。通过开发该系列产品,JFE钢铁可实现复杂汽车零件的生产。 改善成型性的表面处理技术 高强度钢的延伸率不可避免地低于低强度钢。JFE钢铁开发了一种汽车用高润滑热浸镀锌层(JAZTM),可补偿因延伸率低而导致的可成型性降低,减小钢板与模具间的摩擦阻力,旨在改善低碳钢的可成型性。目前,该技术已实现广泛应用,可有效应用于高强度钢板。 使用了JAZTM的热镀锌钢板的拉伸程度高于不使用JAZTM的热镀锌钢板。拉伸程度随钢板延伸率的增加而线性增加。
《中国冶金报》(2020年07月31日 02版二版)
推荐阅读
-
全球能源转型正面临新趋势
2024.08.08 -
宏大爆破获批国家矿山安监局重点实验室
2024.03.13 -
时间就是效益
2023.10.25
{{panelTitle}}